 400-004-1014
400-004-1014
400-004-1014
400-004-1014
400-004-1014
400-004-1014
在数控加工中,刀具寿命的消耗影响了整个生产的总成本和实际生产节拍的长短,刀具寿命一般是指刀具开始装入后开始使用(首件-换刀),换句话说就是刀具的磨损情况,刀片可以按照是指从开始加工到刀尖报废整个过程中刀尖切削工件的时间或切削过程中在工件表面实际的长度。非刀片工程师一般都按照设定米数进行给定寿命,很多时候要根据评测的刀具试验结果评估刀具寿命(很多时候刀片寿命比较直观,消耗量也比较大)
一般以每个刀片的刀刃连续加工15-20分钟为刀具的使用寿命(某些数据给出的标准,仅供参考)。
根据不同的工件材质、不同的切削深度和进给量(有时候你还要考虑设备的状态),按每个刀刃连续加工15-20分钟进行计算,算出相应的线速度与进给的关系,即构成了相应的切削参数表,每个公司的给出的数据也不尽相同,可以参考,就像样本上给出的数据一样,厂家提供一个合理的试切数据,我们现场要根据数据对应现场工况去调整参数去加工。
刀具寿命仅为15-20分钟,能否进一步提高刀具寿命?显然,刀具寿命可以很容易得到提高,但只能以牺牲线速度为前提。
线速度越低,刀具寿命增加相应更明显(但线速度过低,会导致加工时产生振动,会降低刀具寿命)。
在工件的加工成本中,刀具成本所占的比例非常少。线速度降低,即使刀具寿命增加,但由于工件加工时间也相应增加,刀具加工的工件数量不一定会增加,反而工件加工成本会增加。
需要正确理解的是,在尽可能保证刀具加工寿命的情况下,尽可能多的提高工件加工数量,这才是有意义的。
云易云刀具管理:刀具拆包、刀具出入库、换刀管理、设备上下刀管理等。
线速度
线速度对刀具寿命的影响最大。如果线速度高于样本规定线速度的20%,刀具寿命将降低为原来的1/2;如果提高到50%,刀具寿命将只有原来的1/5。要提高刀具的使用寿命,必须要知道每种被加工工件的材质、状态以及选用刀具的线速度范围。每家公司的刀具,线速度都不相同,可从该公司提供的相关样本中进行初步查找,再在加工时根据具体情况进行调整,即可达到一个比较理想的效果。线速度在粗加工和精加工时的数据并不一致,粗加工以去余量为主,线速度要低;精加工以保证尺寸精度和粗糙度为主,线速度要高。
切深
切深对刀具寿命的影响没有线速度大。每种槽型都有一个比较大的切深范围。粗加工时,切深尽量加大,保证最大的余量去除率;精加工时,切深尽量小,保证工件的尺寸精度和表面质量。但切深不能超过槽型的切削范围。如果切深过大,刀具无法承受切削力,导致刀具崩刃;如果切深过小,刀具只是在工件表面进行刮削和挤压,导致后刀面严重磨损,从而降低刀具寿命。
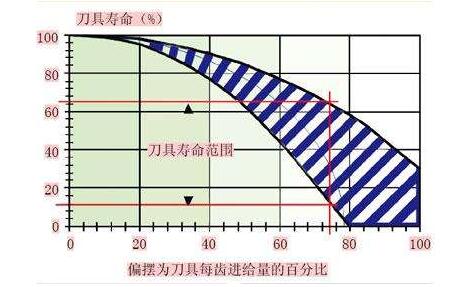
进给
相比较线速度和切深,进给对刀具寿命的影响最小,但对工件的表面质量影响最大。粗加工时,加大进给可以提高余量的去除率;精加工时,降低进给可以提高工件的表面粗糙度。在粗糙度允许的情况下,可以尽量加大进给,提高加工效率。
振动
振动是除三大切削要素外,对刀具寿命影响最大的因素。振动产生的原因很多,包括机床刚性、工装刚性、工件刚性、切削参数、刀具槽型、刀尖圆弧半径、刀片后角、刀杆悬伸长度等,但主要是由于系统刚性不够,不能抵抗加工时的切削力,导致加工时刀具在工件表面不停的振动所致。要消除或减小振动必须要综合考虑。刀具在工件表面振动可以理解为刀具与工件之间不停地进行敲击,而不是正常的切削,会使刀尖产生一些微小的裂纹和崩刃,而这些裂纹和崩刃又导致切削力加大,使振动进一步加剧,反过来进一步增大裂纹和崩刃的程度,使刀具寿命大幅度降低。
刀片材质
工件加工时,我们主要考虑的是工件材质、热处理要求以及是否断续加工等。例如:加工钢件的刀片和加工铸铁的刀片、加工硬度为HB215和HRC62的刀片都不一定相同;断续加工和连续加工用的刀片也不会相同。加工钢件要用到钢件刀片,加工铸件要用到铸件刀片,加工淬硬钢要用到CBN刀片等等。对于同一种工件材质,如果是连续加工,要用到硬度更高的刀片,可以提高工件切削速度,降低刀尖磨损,减少加工时间;如果是断续加工,要用到韧性更好的刀片,可以有效减少崩刃等非正常磨损,提高刀具使用寿命。
刀片使用次数
刀具使用过程中会产生大量的热量,使刀片温度大幅度升高,而不加工时或用冷却水冷却,又会使刀片温度降低,因此刀片一直处于一种较高的温度变化范围内,使刀片不停地热胀冷缩,导致刀片出现细小的裂纹。在刀片用第一个刃加工时,刀具寿命正常;但随着刀刃使用的增加,裂纹会扩展到其他刀刃,导致其他刀刃的寿命降低。
由于刀具寿命只有15-20分钟,因此,在刀具寿命范围内,刀具有效切削工件的长度就决定了实际加工工件的件数。要提高工件的加工数量,意味着减少单个工件的加工时间和切削长度。可通过适当调整刀具切削参数来减少工件的加工时间:
1. 在合理的线速度范围内,适当提高线速度不能减少工件的加工长度,但能缩短工件加工时间;
2. 切削深度的加大可减少粗加工次数,降低工件的有效切削长度,从而缩短加工时间;
3. 适当加大进给也可以有效降低切削长度,缩短加工时间。
转载自切屑之家
编辑:江工
 返回
返回















 从三个方面浅析提高刀具寿命的方法
从三个方面浅析提高刀具寿命的方法




