 400-004-1014
400-004-1014
400-004-1014
400-004-1014
400-004-1014
400-004-1014
模具吨位合理选择至关重要,吨位过大会造成浪费“杀鸡用牛刀”,选择过小则无法顺利量产。
合理吨位其实可以计算出来,只要将模具中各种力相加后得到总和及可算出合理吨位值。
模具中常见力包括:冲裁力、压料力、脱料力、折弯力、拉伸力等。
冲裁力:使材料分离的力,占所有力的大部分,也是吨位计算的核心指标。不过,冲裁力并非一成不变,在冲压过程中力的变化比较明显。
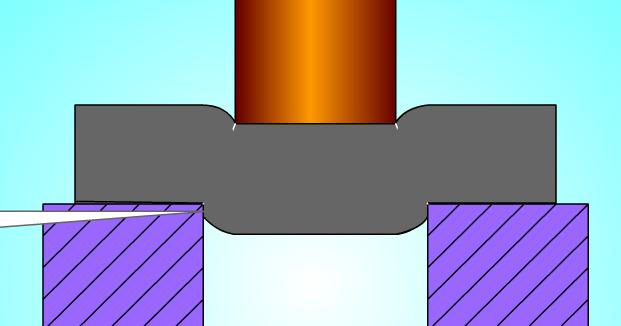
从冲头接触材料开始,冲裁力不断增大,直到材料出现塌陷约1/3T位置达到最大值,然后材料断裂,冲裁力以此减少。在计算冲裁力时,只需要计算最大值即可。
实战计算冲裁力
公式:P=L*T*K
P:冲裁力、单位为牛(N)
L:冲裁总周长、单位为毫米(mm)
T:冲裁料厚、单位为毫米(mm)
K:材料抗剪系数、单位为N/mm²,普通铁料系数为330,不锈钢为660

例如:材质为普通铁料,料厚T=1mm,需要冲裁的总长×宽为300×500,冲裁力该怎么计算?
解:
P=L*T*K
L=(300+500)×2=1600mm
T=1mm
K=330
P=1600×1×330=528000N≈52.8t
单位换算:1Kg=9.8N≈10N、1t=1000Kg≈10000N
实战计算折弯力
公式:P1=0.43*T*L1*K1
P1:折弯力、单位为牛(N)
L1:折弯长、单位为毫米(mm)
T:冲裁料厚、单位为毫米(mm)
K1:材料抗拉系数、单位为N/mm²,普通铁料系数为300~350,不锈钢为350~400
(计算方法同上)
实战计算压料力
公式:P2=0.33*P1
P1:折弯力、单位为牛(N)
实战计算脱料力
公式:P3=0.05*P1
P1:折弯力、单位为牛(N)
实战计算吨位
公式:D=1.3*P/10000
P:冲裁力、单位为牛(N)
注:1.3为预留吨位,不能刚好计算完整。
对于模具压力机吨位的选择,大家会算了吗????
转载自“CAD壹杨老师”编辑:江工
 返回
返回















 模具设计:五金冲压连续模(级进模)设计细...
模具设计:五金冲压连续模(级进模)设计细...




