 400-004-1014
400-004-1014
400-004-1014
400-004-1014
400-004-1014
400-004-1014
研究表明,装配所占的成本占产品制造总成本的50%,所需时间占产品总生产时间的40%—60%。产品装配执行强调4M1E,即人、机、料、法、环的全面控制,而物料的齐套(complete kit)是其中的重点工作。
齐套技术是装配生产按计划执行的重要保障,是工艺节点有序进行的先决条件,是促进车间物料有组织流动的关键因素。高效、准确、灵活的齐套管理对产品装配执行过程起重要作用。
业务流程逻辑
在不同行业,齐套技术有所差异,需要根据企业实际情况进行调整。但需要注意的是,不管在哪种设备的装配过程中,齐套技术体现的都不仅仅是零部件之间数量上的逻辑关系(BOM),还包括生产、车间、库房、采购等部门之间、设备之间、零部件与时间之间,复杂交织的时间与空间关系。这种时空关系,只有在信息化条件下,才能有效的实现全局化的洞察与把握。
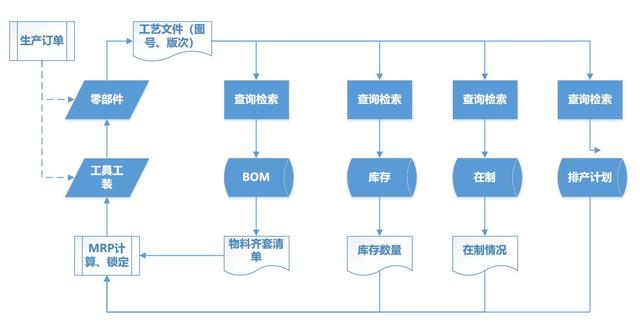
信息化方式下,齐套管理的系统逻辑如下图:
装配制造企业齐套管理实践
齐套管理流程逻辑
齐套管理的业务轨迹清晰可循。但实践中,会有很多具体的难点问题。制造易采用信息化手段,结合企业实践,提供针对以下典型问题解决方案。
缺件和相互欠料问题
由于不同产品中零部件的借用关系,使得在进行齐套查询时易出现相互欠料现象。
例如:
第一种情况,查询几种产品目前的最大可齐套数时,产生虚假齐套现象。 如甲、乙两种产品都需要零件 A, 而目前零件 A 库存数量为 100,装配一个甲、乙产品分别需要零件 A 10个和 5个, 进行齐套查询时出现甲的可齐套数量为 10套, 乙为 20 套, 此时甲乙 2 种产品中应该只有一个的齐套数量是真实的;
第二种情况,查询某产品根据需求数量进行虚拟装配的缺件情况时,产生虚假的缺件现象。 如甲、乙2种产品都需要零件 A,根据需求先下了甲产品的装配计划,然后进行缺件查询,发现甲产品缺少零件 B,因此就处于待料状态。此时下乙产品的装配计划,然后进行缺件查询,发现乙产品缺少零件 A。 而这时零件 A 可能是现有的,只是被甲产品占用了。
这两种情况中,前者导致产品开始装配后由于缺件在线上停工待料,后者导致本可顺利装配的产品无法开始装配,都会影响到准时交货,所以需要合理的控制方法。
虚假缺件现象是由于零件库存占用不当导致。制造易的解决方式是:将订单优先级作为首要原则。通过快速齐套查询,按订单优先级别制订装配计划,开工后即占用零件库存。再次查询时,仍然按照该原则进行齐套计算,这样将不会出现虚假齐套现象。
急单问题
系统会将全部物料信息打散,将急单的装配计划优先级提升,考虑所有在库零件,包括其他装配计划占用的零件,进行齐套检查,若满足全部配套,则优先安排装配作业。反之则进行缺件查询和零件生产、采购计划制订。
系统的处理方式,是通过计算机对库存分配进行重新编排:
(1)库存查询 根据装配需求对可分配状态的零件进行全部查询;
(2)挪用库存 将可分配状态的零件对应到该急单产品编号和紧急装配计划编号。同等订单优先级状态下,还要比对装配计划的完成时间先后,优先挪用装配计划完成时间靠后的零件。
(3)计划变更 系统会在计划调度看板上将急单的装配计划提升优先级并展示。
需要说明的是,已领料开工处于生产执行状态的装配计划将不受影响。
工具工装生产准备问题
生产过程由多部门协同完成。齐套管理中,生产准备最重要的是工具与工装准备。
虽然很多企业对于零部件物料信息已由信息化系统管理,但工装工具等信息多数仍采用 excel 表格等进行手工管理,难以实时监控工装工具的状态,各自独立的库房形成信息孤岛,造成工具的利用率较低。更重要的是在齐套计算过程中,无法快速掌握工具工装供应状态。
以大型装备产品(如飞机、大型装备、机械设备)为例,其工艺装备种类可分为标准工装装备、生产工艺装备、专用工具等。针对不同的工艺装备,应根据工装的大小、重量、贵重程度进行不同粒度的信息管理。
装配制造企业齐套管理实践
对于普通工量具,使用频率较高、需求量比较多。工具库房管理部门根据下发的装配工艺规程的工具清单,对将生产所需的工具进行必要的分拣作业后,通知相应的装配工段负责人及时领用。对使用完毕的各类工具、量具,工长统一负责统一收集归还,库管人员负责检验、入库,重要量具、检具还需要定期检测。
制造易提供工装工具的库存管理功能,引入二维码,使得物料的分拣、出入库更加快速、准确。通过建立和管理工装工具的状态信息,设置安全库存,达到重要工装、工具的实时追踪与监控,为齐套计算提供准确的可用信息。
小结
齐套技术作为装配制造企业的管理难点,其核心在于计划、排程、库存、在制、BOM等数据基础。优秀的信息化工具会将处于各种时空的复杂信息进行快速、科学处理,为装配计划的平稳、有序、高效提供有力保障。
 返回
返回















 进销存业务流程设计
进销存业务流程设计




