 400-004-1014
400-004-1014
400-004-1014
400-004-1014
400-004-1014
400-004-1014
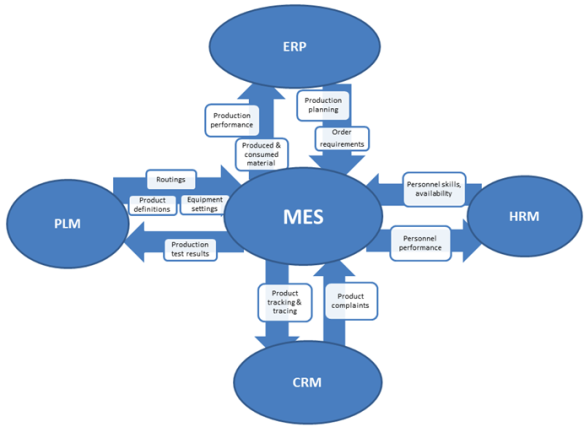
MES是生产现场管理系统。讨论这样一个非常复杂的大题目,缩小范围是明智的。
我们不从IT的角度表述它的功能,而是从管理科学的视角观察MES是什么?在工厂它该做什么,能做什么?
从功能上,MES主要就分为两个部分:决策管理、业务流程管理。
工厂接到一个订单,流程大致是:设计部门——计划部门——分解BOM——查、减库存,生成需要生产加工和外协的工单。先安排所需物料采购,再适时把工单分配到各车间。至此,各车间就拿到一组工单(决策指令),上面有例如车、铣、铇、磨等各个工序,工单指派到工人(设备)。
MES要做的第一件事情
MES的职责应该是从生产计划生成工单开始,它负责指挥工人和设备干活的。MES要做的第一件事情是做好所有将要开始的生产准备,以保证生产资源满足开工条件。
只要具备一定条件,工人(资源设备)就可以干活了。工厂通常把这个叫生产准备。对简单的生产,工人只要有图纸、物料、机床就行了。复杂工序除了主要设备资源以外,还需要刀具、模具、卡具、量具、场地等等。例如,航天卫星装配工序需要近20种资源条件同时满足才能进行。需要注意到,有些资源不是专用的,而是竞争性资源。
MES应该做到满足这些条件,否则无法开工。问题在于我们不是要满足一次两次,而是要保证工人8小时内每一件事情都能满足这些条件。否则要停工待料,生产效率就下降,浪费就产生了。
MES要做的第二件事情
假设,MES第一件事做的很好,车间不会发生停工待料,这样也是不够的。MES要做的第二件事是计算出工人/设备正确的做事的时间,并把生产指令转达到生产资源。我们在车间做的每一件事看起来似乎是独立的,其实它与企业的整体目标密切相关。所以做事要有先后顺序,规定好什么时间做什么事情。
企业目标常常不止一个,而是多目标。比如,产能最大化、最短交期、最少延迟订单、最少库存、最少加班等等。有些目标是相互矛盾的。MES应该在决策和这些目标之间给出可视化的量化关系。这个问题非常复杂,是当代管理科学最困难的问题之一。解决最复杂的问题最无奈也是最靠谱的手段就是利用人工经验,全世界绝大多数企业都是这样做的。最近几年,人们用APS(高级计划排程)帮助解决这个问题。APS是有用的,但能够作用的范围是受限的。
生产任务指令下发到车间,工人就可以干活了。如果生产资源是数控机床和自动化设备,那么系统必须通过PLC、DNC、SCADA等一些中间件、数据接口、控制系统来指挥它们作业。这是指令下达就是通常所说的设备连接,也是当前MES最重要的功能及卖点之一。
MES要做的第三件事情
MES就该做第三件事是生产过程的监控。生产过程监控主要是两个方面,一个是任务情况,一个是资源情况。每个生产资源(工人)接到生产指令后何时开始,何时结束?做了多少?质量情况?有什么异常?设备情况?运行数据?这些都是生产现场的数据反馈。这是MES最基本的功能。同时,这也是做好产品的质量管理和质量追溯主要环节。当前热起来的物联网传感器等技术在这里将发挥作用。企业需要的大数据分析应用的主要数据来源也产生在这里。
MES要做的第四件事情
MES的第四件事情是应变和协同。在车间执行生产指令的每天每时都可能发生各种各样的异常变化。这分为主动和被动两种。追赶或调整未能完成计划;市场订单变了,插单、撤单、设计需求改变了;设备故障、物料不到、质量返工等问题都要打乱既定的生产次序。我们就必须重新对生产任务与资源的配置做出决策,以应对这样的问题。生产现场的异变是常态。它每时每刻都影响和决定着生产的效率和效益。通常传统的MES并没有设置一个专门的功能模块,而是把难题甩给了管理人员。生产现场管理的计划员、调度员明天都在如同“消防队员”一样来处理这样的事情。有些企业生产管理人员也常用OA社交一类的工具来做这样的信息沟通。
一个好的MES它必须对任务(订单)、资源和环境有足够的感知,不仅感知到现状,还能够感知到未来趋势;它能对感知的情况进行科学的分析并做出恰当的决策,同时对于生产现场的变化给予敏捷的反应。一个差的MES的感知一定是不完整不准确的。也许MES会把决策功能交给人。人的经验很重要,但是也是有局限性的。依据经验的分析和粗糙的感知,这个决策执行结果必然是低效的。
编辑:小叶
 返回
返回















 如何提升BOM的准确率?模具管理中BOM...
如何提升BOM的准确率?模具管理中BOM...




